咸阳优质内圆磨床厂家
发布时间:2023-08-14 01:03:15
咸阳优质内圆磨床厂家
1、在进行数控外圆磨床操作的时候,应该要及时调整相应的角度与方位,同时需要根据自身的实际需求,调整行程挡板等,不过在对调整行程挡板的时候,一定要注意调整到合适的位置。2、工作人员在进行数控磨床操作的时候,需要佩戴相应的工作服,不能与其它人员交头接耳,或者相互之间聊天,主要是为了防止分散注意力,确保操作人员的安全。3、在进行操作的时候,需要佩戴专业的眼镜,因为会有一些细小颗粒贱出,一旦溅入到眼睛当中,对眼睛的形象非常之大。
咸阳优质内圆磨床厂家
1、接连加工,无需退刀,装夹工件等仿制时间短,出产率高。2、托架和导轮定位组织比一般外圆磨床、中心架组织支承刚性好,切削量可以较大,并有利于细长轴类工件的加工,易于完成高速磨削和强力磨削。3、无芯外圆磨床工件靠外圆在定位组织上定位,磨削量是工件直径上的余量,故砂轮的磨损、进给组织的补偿和切入组织的重复定位精度差错对零件直径尺度精度的影响。只有一般外圆磨床的一半,不需打中心孔,且易于事先上、下料自动化。

咸阳优质内圆磨床厂家
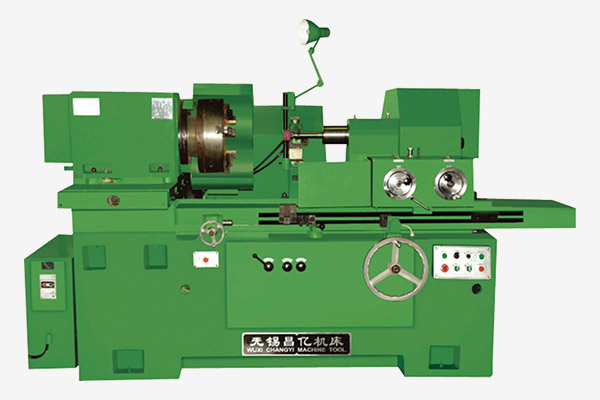
头架由头架箱和头架底板组成,头架箱可绕头架底板上的轴回转,回转的视点可从刻度牌上读出。头架拨盘通过皮带轮与变频器可完成分段无极调速。头架电动机一端的三角胶带的预紧力,由移动头架电动机来调度。头架拨盘上的多楔带的预紧力由翻滚偏疼套来调度。翻滚偏疼套时要先放松紧定螺钉,偏疼套转到适合方位后,再把紧定螺钉扳紧。头架主轴与轴承的空地通过翻滚刻度套来调度,刻度套顺时针方向翻滚,空地增大;反之,空地减小。当用死法进行磨削时,可将空地减小到零,将主轴锁住。当主轴需求翻滚时,主轴与轴承须有必定的空地,一般以半径上0.005mm为宜。

咸阳优质内圆磨床厂家
(1)磨床上的防护设备、信号设备及保险设备等,其是非常重要的,因此在设备每次开动前,都要进行认真而仔细地查看,以保证它们可以正常作业。(2)对磨床的速度、行程进行改动,或者是进行变向、清洁等作业的话,那么应在其泊车情况下进行,其运行时是不能进行这些作业的。(3)内圆磨床在开动时,操作人员应站在安全区域内,以防产生危险。(4)如果是多人一起进行操作的话,那么要一致听从组织指挥才行。(5)如果是次进刀的话,那么应缓慢进行,以免使得砂轮破碎。(6)用东西进行工件丈量的话,那么要先将砂轮退出工件才行,并且砂轮还要停稳了。在砂轮和工件之间,应保持一定的安全距离才行。
咸阳优质内圆磨床厂家
1、加工工件前,应根据工件质料、技术要求、刀具材料合理挑选磨削用量,正确编写加工程序。需先查看工件及刀具是否夹紧,对各坐标检测、复查程序,核对无误后能进行试磨及工件加工。2、在开动机床各运动轴时,应留心查询周围环境有无障碍物,招认安全后方能开动。3、开动机床前,砂轮架应在撤退方位,砂轮与作业台的间隔应不小于快速进给的行程量,其他操作手柄、进给手柄等亦有必要在间断方位。4、数控立式磨床作业时,操作者不得离岗,要对设备进行监控,不允许在没有监督或无人监控的状态下作业机床。即便在机床“主动作业”状态下也不允许。

咸阳优质内圆磨床厂家
1.在节省板后的出油口接压力继电器和压力表(原来在蓄能器前面),这样可使操作人员看见腔压与进口压力的巨细。当其压差大于必定值时,以便当即停机,以免轴瓦抱死。2.添加数字检测装置 :静压轴承的主轴与轴瓦之间有0.04~0.05mm的空隙,其间的油液有必定的电阻值,检测这一阻值的改变,就可以得知期空隙的巨细。以主轴为一极,轴瓦为另一极,丈量其阻值改变。将此信号处理后发至光电报警器和控制体系放大器,控制主轴电机的启停,以此来避免轴与瓦的摩擦。