联系电话:
0510-83271138
联系电话:
0510-83271138

全国热线:0510-83271138
销售热线:国内销售陈先生 13616172168
销售热销:国际销售曾女士 15852736128
传 真:0510-83273338
网 址:shenzhenzhipin.com
邮 箱:cgt85217@126.com
地 址:无锡市滨湖区胡埭镇杨树路6号
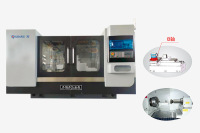
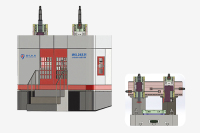
今日无锡市赛博体育(SAIBO)有限公司将要为我们介绍下数控内圆磨床的一些知识。数控内圆磨床首要用于盆齿类及大型轴承套圈类零件内孔、端面磨削,确保内孔与端面的精度。是新一代高精度、高功率的生产型机床。机床整个磨削循环均自动完结,操作者仅需装拆工件。数控内圆磨床用于磨削圆柱形和圆锥形小孔,亦可磨削外圆和端面。工作主轴、内圆磨头、外圆磨头均采用油雾润滑。数控内圆磨床体系编程功用较强,操作简略易学,并具有多种适应磨削加工要求的特别功用,可满意用户对多种零件的加工需求。
数控内圆磨床特色:
1、功率高,砂轮相对工件做高速旋转一般砂轮线速度到达35米/秒(M/S),约为普通刀具的20倍以上,可获得较高的金属切除率。随着磨削新工艺的开发,磨削加工的功率进一步提高,在某些工序已替代了车、铣、刨削,直接从毛坯加工成形。
2、具有较高的加工精度和很细的外表粗糙度,每粒磨粒切去切屑层很薄,一般只要几微米,因而外表可获得高的精度和低的外表粗糙度。

3、切削功率大和耗费能量多,砂轮是由许许多多的磨粒组成的,磨粒在砂轮中的散布是杂乱无章、参差不齐的,切削时多呈负前角,并且有一定的圆弧半径,因而切削功率大,耗费能量多。
4、加工范围广,砂轮磨粒硬度高,热稳定性好,不但可以加工未淬火钢,铸铁和有色金属等资料,还可以加工淬火钢、各种切削刀具以及硬质合金等硬度很高的资料。
数控内圆磨床滚齿的原理:滚齿加工是按照交织轴螺旋齿轮啮合原理进行的。用齿轮滚刀加工齿轮的过程,相当于一对螺旋齿轮啮合的过程,将其中的一个齿轮的齿数削减到几个或一个,螺旋角加大到很大,成蜗杆状,再开槽并铲背,使其具有切削性能,就成了齿轮滚刀。机床使滚刀和工件保持一对螺旋齿轮副啮合联系作相对旋转运动时,就可在工件上滚切出具有渐开线齿廓的齿槽。
滚齿时,切出的齿廓是滚刀切削刃运动轨道的包络线。所以,滚齿时齿廓的成形运动是滚刀旋转运动和工件旋转运动组成的复合运动。再加上滚刀沿工件轴线笔直方向的进给运动,就可切出整个齿长。
如果你想了解更多的常识,可以阅览我们的网站,我们会为你供给更专业的信息!