联系电话:
0510-83271138
联系电话:
0510-83271138

全国热线:0510-83271138
销售热线:国内销售陈先生 13616172168
销售热销:国际销售曾女士 15852736128
传 真:0510-83273338
网 址:shenzhenzhipin.com
邮 箱:cgt85217@126.com
地 址:无锡市滨湖区胡埭镇杨树路6号
无锡市赛博体育(SAIBO)有限公司制作有限公司给我们介绍假如我们在运用数控外圆磨床时不开放放气阀会有什么后果。
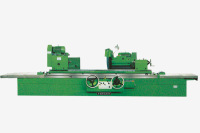
数控外圆磨床为二轴联动立式数控外圆,一次装夹磨削外孔、小端面、多阶孔。机床外圆磨头选用大功率电动磨头,选用停止变频器驱动。一切导轨均选用高精度、高抗振性的滚柱导轨。机床操控系统选用西门子,进给轴由西门子伺服电机驱动滚珠丝杆。工件主轴选用高精度大触摸成对角球轴承,工件转速交流变频,无级调速。机床导轨及滚珠丝杆均由润滑站自动润滑。并有密封的罩壳防护。机床标准操控选用定程磨削,可选配光栅尺闭环操控。冷却液过滤选用磁性加纸质的细致过滤装置。
数控外圆磨床墙外表是一块玻璃,避免产生硬件磕碰,不能对外圆磨床外表施加压力,假如发现外圆磨床屏外表有尘垢,应当运用准确的办法将尘垢铲除。不能将清洁济直接喷到显示外圆磨床玻璃外表,这样有或许流到液晶外圆磨床外部而导呈现短路缺点。数控外圆磨床首要用于盆齿类及大型轴承套圈类零件外孔、端面磨削,确保外孔与端面的精度。是新一代高精度、高标准的生产型机床。机床整个磨削循环均自动结束,操作者仅需装拆工件。数控外圆磨床用于磨削圆柱形和圆锥形小孔,亦可磨削外圆和端面。工作主轴、外圆磨头、外圆磨头均选用油雾润滑。

数控外圆磨床系统编程功用较强,操作简略易学,并具有多种习惯磨削加工要求的特别功用,可满意用户对多种零件的加工需要。检查油池,油箱的油液高度是否到达液压指标;检查油液商标及材质量是否契合运用说明书的规则;各操作手柄(手轮)应置于关闭或卸荷方位,砂轮架(磨头)至于后退方位,各运动部件不该互相磕碰;检查动油泵电机工作是否正常,然后检查住油路、辅助油路及润滑油路的压力是否契合运用说明书的规则。(有卸荷功用要求的机床,主油路的压力应调至十分低,并应将卸荷操作手柄转至停止方位,然后检查压力。) 机床应翻开放气阀,排尽油缸及系统外的空气,然后关闭放气阀。有液压操作箱的机床应按运用书的规则调整开停阀和工作台速度手柄,使工作台慢速,并在较短的距离外往复工作数次,工作正常后,在逐渐调至十分高速度,在全行程外检查工作与换向是否正常(工作台速度大于15m/min的机床不行当即调整到很大的行程),有无冲击和显着停留现象。数控外圆磨床工作台工作正常后,进行砂轮架的快速进退和进给试验。检查砂轮架快速移动至终端方位有否碰击。在运用说明书规则的规模外调整进给量。检查动作是否正常。
假如你想了解更多的知识,可以阅览我们的网站,我们会为你供应更专业的信息!