联系电话:
0510-83271138
联系电话:
0510-83271138

全国热线:0510-83271138
销售热线:国内销售陈先生 13616172168
销售热销:国际销售曾女士 15852736128
传 真:0510-83273338
网 址:shenzhenzhipin.com
邮 箱:cgt85217@126.com
地 址:无锡市滨湖区胡埭镇杨树路6号
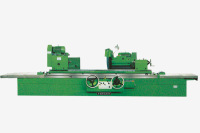
数控外圆磨床是出产加工产品工件圆柱型、锥形或其他样子素线展成的表面层和轴环内孔的数控磨床;运用普遍,能出产加工各种各样圆柱型锥形表面层及轴环内孔数控磨床。因为其运用广泛,特点颇多,受我们喜欢不足为奇。其适用于磨削环形零件、阀片、锯片、铣刀等东西制作和机械制作精度的加工,可广泛运用于东西厂、轴承厂、空气压缩机厂和通常机械制作厂等进行精细零件的磨削加工。下面无锡市赛博体育(SAIBO)有限公司将介绍数控外圆磨床。
在操作傍边,关于磨料的挑选非常重要,根据磨床的不同挑选合适的磨料对资料的加工质量与磨床的运用寿命有着很大的影响。接下来小编带我们看看数控外圆磨床加工资料怎样挑选:
1、磨料的挑选:关于淬硬或非淬硬的钢质轧辊选用刚玉砂轮;而冷硬铸铁轧辊、橡胶辊、铜轧辊、花岗石辊子则运用碳化硅砂轮。
2、砂轮粒度的挑选:粗磨时选用粗粒度(24~60)砂轮。精磨时选用细粒度(60~100)砂轮。磨削时采用150粒度砂轮。超精磨削或镜面磨削时,一般运用微粉(W63~W14)砂轮。
3、砂轮硬度的挑选:磨削辊面越硬,砂轮硬度应当挑选越软。

加工工艺控制要求:
1.认清工程图纸,查验待出产加工产品工件的样子和规格,分辩待出产加工产品工件是不是合格及明确加工的剩余量。
2.根据产品工件容量和加工工艺规则有效挑选制作工艺及出产设备。
3.根据产品工件样子和加工工艺有效挑选产品工件的夹装办法和加工工艺规范。
4.需先将孔内清除整齐,涂上润滑油脂,如表面过小,寻找自己的负责人工段长分配修研后才可再次运用。当然毁坏,应运用预留,并马上报出产车间仓管员开展认购。
5.工装夹具夹装,先校准工装夹具部位,按加工工艺规则出产加工好工装夹具,再安装产品工件。
6.数控外圆磨床磨长细产品工件时,要加中心架。
数控外圆磨床主要是用砂轮旋转研磨工件以使其可到达需求的平整度,根据作业台形状可分为矩形作业台和圆形作业台两种,矩形作业台平面磨床的主参数为作业台宽度及长度,数控外圆磨床的主参数为作业台面直径。现在,在加工工件的时候,往往会需求许多设备的一起合作,而在工件加工后期不可短少的一种设备即是磨床,数控外圆磨床可以协助我们对工件表面进行削磨作业,这也是其他设备所不能完结的。
如果你想了解更多的知识,可以阅读我们的网站,我们会为你供给更专业的信息!