联系电话:
0510-83271138
联系电话:
0510-83271138

全国热线:0510-83271138
销售热线:国内销售陈先生 13616172168
销售热销:国际销售曾女士 15852736128
传 真:0510-83273338
网 址:shenzhenzhipin.com
邮 箱:cgt85217@126.com
地 址:无锡市滨湖区胡埭镇杨树路6号
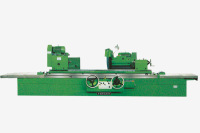
数控外圆磨床纵磨法,纵磨法磨削外圆时,砂轮的高速旋转为主运动no,工件作圆周进给运动的一起,还随工作台作纵向往复运动,完成沿工件轴向进给fa。每单次行程或每往复行程终了时,砂轮作周期性的横向移动,完成沿工件径向的进给fr,从而逐渐磨去工件径向的全部留磨余量。下面无锡市赛博体育(SAIBO)有限公司就介绍数控外圆磨床。
磨削到尺寸后,进行无横向进给的光磨过程,直至火花消失中止。因为纵磨法每次的径向进给量fr少,磨削力小,散热条件好,充沛提高了工件的磨削精度和外表质量,能满意较高的加工质量要求,但磨削功率较低。纵磨法磨削外圆合适磨削较大的工件,是单件、小批量出产的常用办法。
数控外圆磨床的导板调整可以说是基本功,导板调整和角度的调整是相互配合的,下面无锡鸿昌源机床有限公司介绍的一种快速调整的方法,适用于新手。
一,调整距离到刀片的磨轮,然后调整在导向轮直径工件,将工件在中心导轮和砂轮之间,然后渐渐进入导向轮,导向轮略微夹紧工件,然后推回往来不断寻觅接触点。接触点在中心,感觉到工件推进去前面和后面松,中心略微有点紧就可以了。

二,调整刀版。首要,工件放置在工件的调整一般长度大于板稍长的作用很好,1/3的工件放在砂轮和导轮的中心,这个时候不能挤压工件,工件能很顺利进退,瓦房店机床用一根木棒或许其他的东西压着砂轮面的工件,使工件和导轮的外表平行。
三,调整导板,把导板的调整的和工件面一样平,留意观察导板前后和工件的接触,不要有空隙。尤其是后面,假如有空隙会形成摇摆。
留意:在数控外圆磨床砂轮的位置,略微比外面低一点,一般都在0.03左右。--0.05mm,这样不会形成进去被砂轮磨磨伤或许撞到导轮。
数控外圆磨床是按加工恳求预先编制程序,由控制系统发出数值信息指令中止加工,首要用于磨削圆柱形和圆锥形外表面的磨床。一般具有通用化、模块化水平高,高精度、高刚性、高顺应性等特性,适用于轿车、摩托车、空压机、轴承、航空、航天等行业相关零件的批量加工。测定值主动输入数控系统,数控系统发讯,使X向伺服电机滚动,带动滚珠丝杠抵达给定的方位,使磨削工件的尺寸稳定地抵达所恳求方位。
假如你想了解更多的常识,能够阅读我们的网站,我们会为你供给更专业的信息!